想要一睹直缝焊管热销产品产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
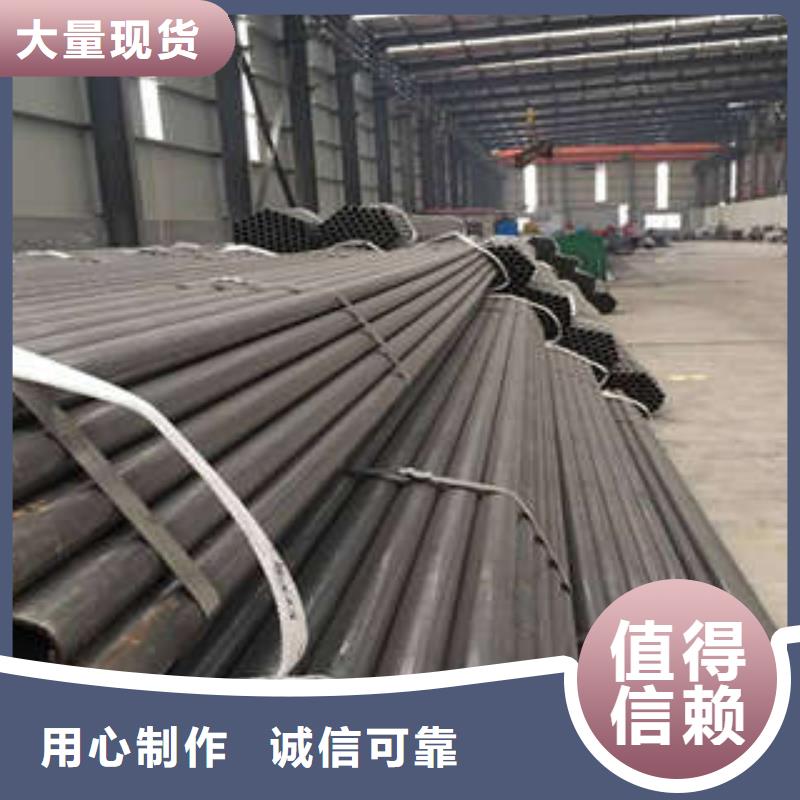
以下是:韶关翁源直缝焊管热销产品的图文介绍


总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。 通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。



鸿顺管道科技(翁源县分公司)主要生产和销售 环氧树脂涂塑管等,集 环氧树脂涂塑管产品设计,研发和生产于一体。所有 环氧树脂涂塑管产品采用国际质量标准,产品远销海外,享誉海内外众多市场。公司年销售额1000w。为了保证客户的满意度,我们引进了先进的设备设施,并在 环氧树脂涂塑管生产各个环节贯彻完整的质量检查措施。


对同类材料的焊接铜与铜的钎焊可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。钢与钢的焊接可选用黄铜条焊料加适当的焊剂。 焊接时,将焊料加热到一定温度后插放在焊剂中,使焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防止产生腐蚀。对不同类材料的焊接铜与钢或铜与铝的焊接可选用银铜焊料和适当的焊剂,焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防止产生腐蚀。 在使用焊剂时用酒精稀释成糊状,涂于焊口表面,焊接时酒精迅速蒸发而形成平滑薄膜不易流失,同时还可避免水份浸入制冷系统的危险。铜与铁的焊接可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。 如何才能使钢带或钢板焊接在一起哪,焊接的有哪些根据用途来分,焊接焊管有一般用途和高温高压用等,后者用的管子往往是特种合金钢,必须考虑和解决焊缝在焊接过程中产生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。



所以,对钢铁和铁矿石的需求受到密切,因为这不仅对于钢铁行业影响巨大,更在一定程度上决定了矿价。目前看来,钢企人士对于今年行业状况更为悲观。一位高管就称,2012年,行业亏损额约为289.24亿元,同比扩大了7.39倍。 通常的焊管机组的方法:焊管设备的管子伸长量一般在4-5MM左右,否则会造成缺陷,这点尤为重要。管子和管板的清洁度要求高,需要先将管子用碱液清洗,打磨出光泽。这样生产出来的焊管设备才更加的好。焊管设备清洁度要求也高,否则会出现气孔。 影响焊接质量。管子的坡口要求在1MM是的。1.需要经常性的(是定期)给焊管机组添加润滑油进行润滑,选用的型 一定要合格,做好相应的防锈工作是非常重要的。2.在平时的使用过程当中,要做好检查工作,尤其是各个管路是否能够正常的工作,做好相应的记录,一旦发现存在的隐患问题,需要及时的进行处理,防止对焊管机组造成损坏,影响正常的使用。 直缝焊管出产工艺简单,出产速率高,成本低,进展较快。螺旋焊管的强度普通比直缝焊管高,能用较窄的毛坯出产管径较大的焊管,还可以用一样宽度的毛坯出产管径不一样的焊管。不过与相同长度的直缝管相形,焊缝长度增加30~100,并且出产速度较低。




 扫一扫
扫一扫